














 Кран шаровой под приварку Ду50 Ру40
Кран шаровой под приварку Ду50 Ру40
| Обозначение | Цена | Марка стали |
|---|---|---|
| УЗТА.П. 50.40.02 | от 2450 | ст.20 |
| УЗТА.П. 50.40.03 | от 2450 | 09г2с |
| УЗТА.П. 50.40.01 | от 2450 | 12х18н10т |
- В наличии на складе
 Скачать каталог продукции
Скачать каталог продукции
Технические характеристики
Кран шаровой приварной 50.40 представляет собой запорное устройство с полным проходом шара. Корпус изделия ‒ цельносварной.
| DN | G | L | d | H | H1 | Масса, кг |
|---|---|---|---|---|---|---|
| 50 | 48 | 49 | 270 | 144 | 44 | 2,98 |
| ✅Условный диаметр (Ду): | 50 мм |
| ✅Рабочее давление (Ру): | 40 кгс/см² (4,0 МПа) |
| ✅Длина: | 270 мм |
| ✅Масса: | 2,98 кг |
| ✅Материал корпуса: | сталь |
| ✅Управление: | ручное |
| ✅Проход шара: | полнопроходной |
| ✅Температура рабочих потоков: | от -60 до +200 °C |
| ✅Класс герметичности затвора: | по ГОСТ 9544-2005 А |
| ✅Количество рабочих циклов «открыто-закрыто»: | 10000 |
| ✅Полный средний срок службы: | 10 лет |
| ✅ Направление подачи рабочего тела: | любое |
| ✅Производство: | УЗТА |
Чертеж крана
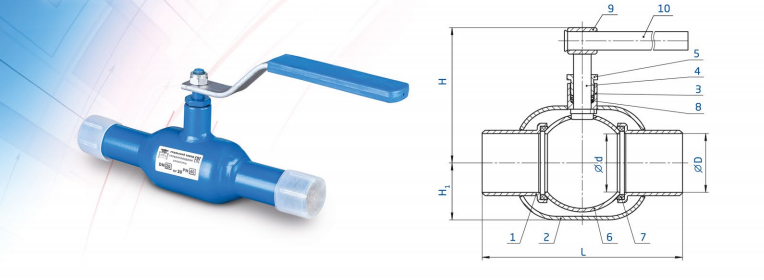
Спецификация материалов
| № | Наименование | Коррозионностойкое исполнение | Углеродистое исполнение | Хладостойкое исполнение |
|---|---|---|---|---|
| 1 | Патрубок | Сталь 12Х18Н10Т | Сталь 20 | Сталь 09Г2С |
| 2 | Корпус | |||
| 3 | Горловина | |||
| 4 | Шпиндель | |||
| 5 | Гайка | |||
| 6 | Шар | Сталь 12Х18Н10Т | ||
| 7 | Седло | Фторопласт Ф4 | ||
| 8 | Кольцо | |||
| 9 | Втулка | Сталь 20 | ||
| 10 | Рукоятка | |||
Документация



Array
(
[D] => Array
(
[ID] => 2
[IBLOCK_ID] => 2
[NAME] => Диаметр DN, мм
[ACTIVE] => Y
[SORT] => 1
[CODE] => D
[DEFAULT_VALUE] =>
[PROPERTY_TYPE] => N
[ROW_COUNT] => 1
[COL_COUNT] => 30
[LIST_TYPE] => L
[MULTIPLE] => N
[XML_ID] =>
[FILE_TYPE] =>
[MULTIPLE_CNT] => 5
[LINK_IBLOCK_ID] => 0
[WITH_DESCRIPTION] => N
[SEARCHABLE] => N
[FILTRABLE] => N
[IS_REQUIRED] => N
[VERSION] => 2
[USER_TYPE] =>
[USER_TYPE_SETTINGS] =>
[HINT] =>
[~NAME] => Диаметр DN, мм
[~DEFAULT_VALUE] =>
[VALUE_ENUM] =>
[VALUE_XML_ID] =>
[VALUE_SORT] =>
[VALUE] => 50
[PROPERTY_VALUE_ID] => 1433:2
[DESCRIPTION] =>
[~VALUE] => 50
[~DESCRIPTION] =>
)
[D2] => Array
(
[ID] => 12
[IBLOCK_ID] => 2
[NAME] => Диаметр D1, мм
[ACTIVE] => Y
[SORT] => 2
[CODE] => D2
[DEFAULT_VALUE] =>
[PROPERTY_TYPE] => N
[ROW_COUNT] => 1
[COL_COUNT] => 30
[LIST_TYPE] => L
[MULTIPLE] => N
[XML_ID] =>
[FILE_TYPE] =>
[MULTIPLE_CNT] => 5
[LINK_IBLOCK_ID] => 0
[WITH_DESCRIPTION] => N
[SEARCHABLE] => N
[FILTRABLE] => N
[IS_REQUIRED] => N
[VERSION] => 2
[USER_TYPE] =>
[USER_TYPE_SETTINGS] =>
[HINT] =>
[~NAME] => Диаметр D1, мм
[~DEFAULT_VALUE] =>
[VALUE_ENUM] =>
[VALUE_XML_ID] =>
[VALUE_SORT] =>
[VALUE] =>
[PROPERTY_VALUE_ID] => 1433:12
[DESCRIPTION] =>
[~DESCRIPTION] =>
[~VALUE] =>
)
[PRESSURE] => Array
(
[ID] => 3
[IBLOCK_ID] => 2
[NAME] => Давление, кгс/см2
[ACTIVE] => Y
[SORT] => 500
[CODE] => PRESSURE
[DEFAULT_VALUE] =>
[PROPERTY_TYPE] => N
[ROW_COUNT] => 1
[COL_COUNT] => 30
[LIST_TYPE] => L
[MULTIPLE] => N
[XML_ID] =>
[FILE_TYPE] =>
[MULTIPLE_CNT] => 5
[LINK_IBLOCK_ID] => 0
[WITH_DESCRIPTION] => N
[SEARCHABLE] => N
[FILTRABLE] => N
[IS_REQUIRED] => N
[VERSION] => 2
[USER_TYPE] =>
[USER_TYPE_SETTINGS] =>
[HINT] =>
[~NAME] => Давление, кгс/см2
[~DEFAULT_VALUE] =>
[VALUE_ENUM] =>
[VALUE_XML_ID] =>
[VALUE_SORT] =>
[VALUE] => 40
[PROPERTY_VALUE_ID] => 1433:3
[DESCRIPTION] =>
[~VALUE] => 40
[~DESCRIPTION] =>
)
[STEEL] => Array
(
[ID] => 4
[IBLOCK_ID] => 2
[NAME] => Марка стали
[ACTIVE] => Y
[SORT] => 500
[CODE] => STEEL
[DEFAULT_VALUE] =>
[PROPERTY_TYPE] => S
[ROW_COUNT] => 1
[COL_COUNT] => 30
[LIST_TYPE] => L
[MULTIPLE] => N
[XML_ID] =>
[FILE_TYPE] =>
[MULTIPLE_CNT] => 5
[LINK_IBLOCK_ID] => 0
[WITH_DESCRIPTION] => N
[SEARCHABLE] => N
[FILTRABLE] => N
[IS_REQUIRED] => N
[VERSION] => 2
[USER_TYPE] =>
[USER_TYPE_SETTINGS] =>
[HINT] =>
[~NAME] => Марка стали
[~DEFAULT_VALUE] =>
[VALUE_ENUM] =>
[VALUE_XML_ID] =>
[VALUE_SORT] =>
[VALUE] => ст. 20
[PROPERTY_VALUE_ID] => 1433:4
[DESCRIPTION] =>
[~VALUE] => ст. 20
[~DESCRIPTION] =>
)
[BALL_PASS] => Array
(
[ID] => 5
[IBLOCK_ID] => 2
[NAME] => Проход шара
[ACTIVE] => Y
[SORT] => 500
[CODE] => BALL_PASS
[DEFAULT_VALUE] =>
[PROPERTY_TYPE] => S
[ROW_COUNT] => 1
[COL_COUNT] => 30
[LIST_TYPE] => L
[MULTIPLE] => N
[XML_ID] =>
[FILE_TYPE] =>
[MULTIPLE_CNT] => 5
[LINK_IBLOCK_ID] => 0
[WITH_DESCRIPTION] => N
[SEARCHABLE] => N
[FILTRABLE] => N
[IS_REQUIRED] => N
[VERSION] => 2
[USER_TYPE] =>
[USER_TYPE_SETTINGS] =>
[HINT] =>
[~NAME] => Проход шара
[~DEFAULT_VALUE] =>
[VALUE_ENUM] =>
[VALUE_XML_ID] =>
[VALUE_SORT] =>
[VALUE] => Полный проход
[PROPERTY_VALUE_ID] => 1433:5
[DESCRIPTION] =>
[~VALUE] => Полный проход
[~DESCRIPTION] =>
)
[E_DRIVE] => Array
(
[ID] => 6
[IBLOCK_ID] => 2
[NAME] => Электропривод
[ACTIVE] => Y
[SORT] => 500
[CODE] => E_DRIVE
[DEFAULT_VALUE] =>
[PROPERTY_TYPE] => S
[ROW_COUNT] => 1
[COL_COUNT] => 30
[LIST_TYPE] => L
[MULTIPLE] => N
[XML_ID] =>
[FILE_TYPE] =>
[MULTIPLE_CNT] => 5
[LINK_IBLOCK_ID] => 0
[WITH_DESCRIPTION] => N
[SEARCHABLE] => N
[FILTRABLE] => N
[IS_REQUIRED] => N
[VERSION] => 2
[USER_TYPE] =>
[USER_TYPE_SETTINGS] =>
[HINT] =>
[~NAME] => Электропривод
[~DEFAULT_VALUE] =>
[VALUE_ENUM] =>
[VALUE_XML_ID] =>
[VALUE_SORT] =>
[VALUE] =>
[PROPERTY_VALUE_ID] => 1433:6
[DESCRIPTION] =>
[~DESCRIPTION] =>
[~VALUE] =>
)
[GAUGE] => Array
(
[ID] => 8
[IBLOCK_ID] => 2
[NAME] => Толщина стенки S, мм
[ACTIVE] => Y
[SORT] => 500
[CODE] => GAUGE
[DEFAULT_VALUE] =>
[PROPERTY_TYPE] => N
[ROW_COUNT] => 1
[COL_COUNT] => 30
[LIST_TYPE] => L
[MULTIPLE] => N
[XML_ID] =>
[FILE_TYPE] =>
[MULTIPLE_CNT] => 5
[LINK_IBLOCK_ID] => 0
[WITH_DESCRIPTION] => N
[SEARCHABLE] => N
[FILTRABLE] => N
[IS_REQUIRED] => N
[VERSION] => 2
[USER_TYPE] =>
[USER_TYPE_SETTINGS] =>
[HINT] =>
[~NAME] => Толщина стенки S, мм
[~DEFAULT_VALUE] =>
[VALUE_ENUM] =>
[VALUE_XML_ID] =>
[VALUE_SORT] =>
[VALUE] =>
[PROPERTY_VALUE_ID] => 1433:8
[DESCRIPTION] =>
[~DESCRIPTION] =>
[~VALUE] =>
)
[GAUGE_1] => Array
(
[ID] => 9
[IBLOCK_ID] => 2
[NAME] => Толщина стенки S1, мм
[ACTIVE] => Y
[SORT] => 500
[CODE] => GAUGE_1
[DEFAULT_VALUE] =>
[PROPERTY_TYPE] => N
[ROW_COUNT] => 1
[COL_COUNT] => 30
[LIST_TYPE] => L
[MULTIPLE] => N
[XML_ID] =>
[FILE_TYPE] =>
[MULTIPLE_CNT] => 5
[LINK_IBLOCK_ID] => 0
[WITH_DESCRIPTION] => N
[SEARCHABLE] => N
[FILTRABLE] => N
[IS_REQUIRED] => N
[VERSION] => 2
[USER_TYPE] =>
[USER_TYPE_SETTINGS] =>
[HINT] =>
[~NAME] => Толщина стенки S1, мм
[~DEFAULT_VALUE] =>
[VALUE_ENUM] =>
[VALUE_XML_ID] =>
[VALUE_SORT] =>
[VALUE] =>
[PROPERTY_VALUE_ID] => 1433:9
[DESCRIPTION] =>
[~DESCRIPTION] =>
[~VALUE] =>
)
[GAUGE_2] => Array
(
[ID] => 10
[IBLOCK_ID] => 2
[NAME] => Толщина стенки S2, мм
[ACTIVE] => Y
[SORT] => 500
[CODE] => GAUGE_2
[DEFAULT_VALUE] =>
[PROPERTY_TYPE] => N
[ROW_COUNT] => 1
[COL_COUNT] => 30
[LIST_TYPE] => L
[MULTIPLE] => N
[XML_ID] =>
[FILE_TYPE] =>
[MULTIPLE_CNT] => 5
[LINK_IBLOCK_ID] => 0
[WITH_DESCRIPTION] => N
[SEARCHABLE] => N
[FILTRABLE] => N
[IS_REQUIRED] => N
[VERSION] => 2
[USER_TYPE] =>
[USER_TYPE_SETTINGS] =>
[HINT] =>
[~NAME] => Толщина стенки S2, мм
[~DEFAULT_VALUE] =>
[VALUE_ENUM] =>
[VALUE_XML_ID] =>
[VALUE_SORT] =>
[VALUE] =>
[PROPERTY_VALUE_ID] => 1433:10
[DESCRIPTION] =>
[~DESCRIPTION] =>
[~VALUE] =>
)
[LENGTH] => Array
(
[ID] => 11
[IBLOCK_ID] => 2
[NAME] => Длина L, мм
[ACTIVE] => Y
[SORT] => 500
[CODE] => LENGTH
[DEFAULT_VALUE] =>
[PROPERTY_TYPE] => N
[ROW_COUNT] => 1
[COL_COUNT] => 30
[LIST_TYPE] => L
[MULTIPLE] => N
[XML_ID] =>
[FILE_TYPE] =>
[MULTIPLE_CNT] => 5
[LINK_IBLOCK_ID] => 0
[WITH_DESCRIPTION] => N
[SEARCHABLE] => N
[FILTRABLE] => N
[IS_REQUIRED] => N
[VERSION] => 2
[USER_TYPE] =>
[USER_TYPE_SETTINGS] =>
[HINT] =>
[~NAME] => Длина L, мм
[~DEFAULT_VALUE] =>
[VALUE_ENUM] =>
[VALUE_XML_ID] =>
[VALUE_SORT] =>
[VALUE] =>
[PROPERTY_VALUE_ID] => 1433:11
[DESCRIPTION] =>
[~DESCRIPTION] =>
[~VALUE] =>
)
[COMPENSATION] => Array
(
[ID] => 13
[IBLOCK_ID] => 2
[NAME] => Компенсирующая способность
[ACTIVE] => Y
[SORT] => 500
[CODE] => COMPENSATION
[DEFAULT_VALUE] =>
[PROPERTY_TYPE] => S
[ROW_COUNT] => 1
[COL_COUNT] => 30
[LIST_TYPE] => L
[MULTIPLE] => N
[XML_ID] =>
[FILE_TYPE] =>
[MULTIPLE_CNT] => 5
[LINK_IBLOCK_ID] => 0
[WITH_DESCRIPTION] => N
[SEARCHABLE] => N
[FILTRABLE] => N
[IS_REQUIRED] => N
[VERSION] => 2
[USER_TYPE] =>
[USER_TYPE_SETTINGS] =>
[HINT] =>
[~NAME] => Компенсирующая способность
[~DEFAULT_VALUE] =>
[VALUE_ENUM] =>
[VALUE_XML_ID] =>
[VALUE_SORT] =>
[VALUE] =>
[PROPERTY_VALUE_ID] => 1433:13
[DESCRIPTION] =>
[~DESCRIPTION] =>
[~VALUE] =>
)
[RADIUS] => Array
(
[ID] => 14
[IBLOCK_ID] => 2
[NAME] => Радиус
[ACTIVE] => Y
[SORT] => 500
[CODE] => RADIUS
[DEFAULT_VALUE] =>
[PROPERTY_TYPE] => S
[ROW_COUNT] => 1
[COL_COUNT] => 30
[LIST_TYPE] => L
[MULTIPLE] => N
[XML_ID] =>
[FILE_TYPE] =>
[MULTIPLE_CNT] => 5
[LINK_IBLOCK_ID] => 0
[WITH_DESCRIPTION] => N
[SEARCHABLE] => N
[FILTRABLE] => N
[IS_REQUIRED] => N
[VERSION] => 2
[USER_TYPE] =>
[USER_TYPE_SETTINGS] =>
[HINT] =>
[~NAME] => Радиус
[~DEFAULT_VALUE] =>
[VALUE_ENUM] =>
[VALUE_XML_ID] =>
[VALUE_SORT] =>
[VALUE] =>
[PROPERTY_VALUE_ID] => 1433:14
[DESCRIPTION] =>
[~DESCRIPTION] =>
[~VALUE] =>
)
[H1] => Array
(
[ID] => 15
[IBLOCK_ID] => 2
[NAME] => H1
[ACTIVE] => Y
[SORT] => 500
[CODE] => H1
[DEFAULT_VALUE] =>
[PROPERTY_TYPE] => S
[ROW_COUNT] => 1
[COL_COUNT] => 30
[LIST_TYPE] => L
[MULTIPLE] => N
[XML_ID] =>
[FILE_TYPE] =>
[MULTIPLE_CNT] => 5
[LINK_IBLOCK_ID] => 0
[WITH_DESCRIPTION] => N
[SEARCHABLE] => N
[FILTRABLE] => N
[IS_REQUIRED] => N
[VERSION] => 2
[USER_TYPE] =>
[USER_TYPE_SETTINGS] =>
[HINT] =>
[~NAME] => H1
[~DEFAULT_VALUE] =>
[VALUE_ENUM] =>
[VALUE_XML_ID] =>
[VALUE_SORT] =>
[VALUE] => Кран шаровой Ду50 Ру40 50.40 приварной
[PROPERTY_VALUE_ID] => 1433:15
[DESCRIPTION] =>
[~VALUE] => Кран шаровой Ду50 Ру40 50.40 приварной
[~DESCRIPTION] =>
)
[DIAMETER_D] => Array
(
[ID] => 16
[IBLOCK_ID] => 2
[NAME] => Диаметр D, мм
[ACTIVE] => Y
[SORT] => 500
[CODE] => DIAMETER_D
[DEFAULT_VALUE] =>
[PROPERTY_TYPE] => N
[ROW_COUNT] => 1
[COL_COUNT] => 30
[LIST_TYPE] => L
[MULTIPLE] => N
[XML_ID] =>
[FILE_TYPE] =>
[MULTIPLE_CNT] => 5
[LINK_IBLOCK_ID] => 0
[WITH_DESCRIPTION] => N
[SEARCHABLE] => N
[FILTRABLE] => N
[IS_REQUIRED] => N
[VERSION] => 2
[USER_TYPE] =>
[USER_TYPE_SETTINGS] =>
[HINT] =>
[~NAME] => Диаметр D, мм
[~DEFAULT_VALUE] =>
[VALUE_ENUM] =>
[VALUE_XML_ID] =>
[VALUE_SORT] =>
[VALUE] =>
[PROPERTY_VALUE_ID] => 1433:16
[DESCRIPTION] =>
[~DESCRIPTION] =>
[~VALUE] =>
)
[TYPE] => Array
(
[ID] => 17
[IBLOCK_ID] => 2
[NAME] => Тип
[ACTIVE] => Y
[SORT] => 500
[CODE] => TYPE
[DEFAULT_VALUE] =>
[PROPERTY_TYPE] => S
[ROW_COUNT] => 1
[COL_COUNT] => 30
[LIST_TYPE] => L
[MULTIPLE] => N
[XML_ID] =>
[FILE_TYPE] =>
[MULTIPLE_CNT] => 5
[LINK_IBLOCK_ID] => 0
[WITH_DESCRIPTION] => N
[SEARCHABLE] => N
[FILTRABLE] => N
[IS_REQUIRED] => N
[VERSION] => 2
[USER_TYPE] =>
[USER_TYPE_SETTINGS] =>
[HINT] =>
[~NAME] => Тип
[~DEFAULT_VALUE] =>
[VALUE_ENUM] =>
[VALUE_XML_ID] =>
[VALUE_SORT] =>
[VALUE] =>
[PROPERTY_VALUE_ID] => 1433:17
[DESCRIPTION] =>
[~DESCRIPTION] =>
[~VALUE] =>
)
[TABLE] => Array
(
[ID] => 19
[IBLOCK_ID] => 2
[NAME] => Таблица
[ACTIVE] => Y
[SORT] => 500
[CODE] => TABLE
[DEFAULT_VALUE] => Array
(
[TEXT] =>
[TYPE] => HTML
)
[PROPERTY_TYPE] => S
[ROW_COUNT] => 1
[COL_COUNT] => 30
[LIST_TYPE] => L
[MULTIPLE] => N
[XML_ID] =>
[FILE_TYPE] =>
[MULTIPLE_CNT] => 5
[LINK_IBLOCK_ID] => 0
[WITH_DESCRIPTION] => N
[SEARCHABLE] => N
[FILTRABLE] => N
[IS_REQUIRED] => N
[VERSION] => 2
[USER_TYPE] => HTML
[USER_TYPE_SETTINGS] => Array
(
[height] => 200
)
[HINT] =>
[~NAME] => Таблица
[~DEFAULT_VALUE] => Array
(
[TEXT] =>
[TYPE] => HTML
)
[VALUE_ENUM] =>
[VALUE_XML_ID] =>
[VALUE_SORT] =>
[VALUE] => Array
(
[TEXT] => <table>
<thead>
<tr><th>Обозначение</th><th>Цена</th><th>Марка стали</th></tr>
</thead>
<tbody>
<tr><td>УЗТА.П. 50.40.02</td><td>от 2450</td><td>ст.20</td></tr>
<tr><td>УЗТА.П. 50.40.03</td><td>от 2450</td><td>09г2с</td></tr>
<tr><td>УЗТА.П. 50.40.01</td><td>от 2450</td><td>12х18н10т</td></tr>
</tbody>
</table>
[TYPE] => HTML
)
[PROPERTY_VALUE_ID] => 1433:19
[DESCRIPTION] =>
[~VALUE] => Array
(
[TEXT] => | Обозначение | Цена | Марка стали |
|---|---|---|
| УЗТА.П. 50.40.02 | от 2450 | ст.20 |
| УЗТА.П. 50.40.03 | от 2450 | 09г2с |
| УЗТА.П. 50.40.01 | от 2450 | 12х18н10т |
Технические характеристики
Кран шаровой приварной 50.40 представляет собой запорное устройство с полным проходом шара. Корпус изделия ‒ цельносварной.
| DN | G | L | d | H | H1 | Масса, кг |
|---|---|---|---|---|---|---|
| 50 | 48 | 49 | 270 | 144 | 44 | 2,98 |
| ✅Условный диаметр (Ду): | 50 мм |
| ✅Рабочее давление (Ру): | 40 кгс/см² (4,0 МПа) |
| ✅Длина: | 270 мм |
| ✅Масса: | 2,98 кг |
| ✅Материал корпуса: | сталь |
| ✅Управление: | ручное |
| ✅Проход шара: | полнопроходной |
| ✅Температура рабочих потоков: | от -60 до +200 °C |
| ✅Класс герметичности затвора: | по ГОСТ 9544-2005 А |
| ✅Количество рабочих циклов «открыто-закрыто»: | 10000 |
| ✅Полный средний срок службы: | 10 лет |
| ✅ Направление подачи рабочего тела: | любое |
| ✅Производство: | УЗТА |
Чертеж крана
Спецификация материалов
| № | Наименование | Коррозионностойкое исполнение | Углеродистое исполнение | Хладостойкое исполнение |
|---|---|---|---|---|
| 1 | Патрубок | Сталь 12Х18Н10Т | Сталь 20 | Сталь 09Г2С |
| 2 | Корпус | |||
| 3 | Горловина | |||
| 4 | Шпиндель | |||
| 5 | Гайка | |||
| 6 | Шар | Сталь 12Х18Н10Т | ||
| 7 | Седло | Фторопласт Ф4 | ||
| 8 | Кольцо | |||
| 9 | Втулка | Сталь 20 | ||
| 10 | Рукоятка | |||
Документация
Описание
Шаровой кран – это разновидность трубопроводных вентилей с деталью для управления или затвора рабочей среды. По виду соединения стальные изделия существуют:
- приварные;
- фланцевые;
- муфтовые;
- составные.
Предмет корректировки современной запорной арматуры – это шар со сквозным отверстием, который выпускает или блокирует: воду, газ, пар, нефтепродукт, сжатый воздух.
Система приварного крана состоит из:
Шарового затвора – это ходовая деталь в виде шара со сквозным отверстием, через который протекает рабочее вещество.
- Металлический корпус.
- Винт для крепежа.
- Настроечная гайка.
- Резиновый прокладка для поддержания герметичности присоединения.
- Тарельчатая пружина.
- Рукоятка для управления шарового заслона.
- Тефлоновые уплотнительные седла.
Шаровой кран приварного формы эксплуатируется в нефтепроводах, которые проходят под землей или в окружении воды, где недопустимы протечки среды. Выполнение принципов установки и эксплуатации – это гарантия непроницаемости магистралей в тепловых и насосных подстанциях.
Приварной кран используется в:
- жилых зданиях;
- фирмах в сфере ЖКХ;
- многих индустриях промышленности;
- магистралях, по которым доставляют агрессивные среды.
Плюсы продукции:
- Предельно простая структура.
- Надежность и срок службы запорной арматуры.
- Функция быстрого закрытия рабочей среды.
- Относительно малая масса.
- Нет предписаний к необходимому обслуживанию.
- Поддержка непроницаемости рабочего потока.
- Простой монтаж и простое обслуживание устройств.
- Неуязвимость к коррозии.
- Долгий срок эксплуатации до 25 лет.
Один из немногих изъянов – это невозможность применения изделия при температуре более +2000С
Шаровой кран под приварку Ду50 Ру40 - это своевременнейшая запирающая арматура, гарантирующая непроницаемое перемещение агрессивных сред, нефти, газа, пара и сжатого воздуха по магистрали.
[TYPE] => HTML ) [~DESCRIPTION] => ) [TEXT_samara] => Array ( [ID] => 28 [IBLOCK_ID] => 2 [NAME] => Текст для Самары [ACTIVE] => Y [SORT] => 500 [CODE] => TEXT_samara [DEFAULT_VALUE] => Array ( [TEXT] => [TYPE] => HTML ) [PROPERTY_TYPE] => S [ROW_COUNT] => 1 [COL_COUNT] => 30 [LIST_TYPE] => L [MULTIPLE] => N [XML_ID] => [FILE_TYPE] => [MULTIPLE_CNT] => 5 [LINK_IBLOCK_ID] => 0 [WITH_DESCRIPTION] => N [SEARCHABLE] => N [FILTRABLE] => N [IS_REQUIRED] => N [VERSION] => 2 [USER_TYPE] => HTML [USER_TYPE_SETTINGS] => Array ( [height] => 200 ) [HINT] => [~NAME] => Текст для Самары [~DEFAULT_VALUE] => Array ( [TEXT] => [TYPE] => HTML ) [VALUE_ENUM] => [VALUE_XML_ID] => [VALUE_SORT] => [VALUE] => Array ( [TEXT] => <div class="catalog_link--wrapper"> <a class="catalog_link" href="#har">Технические характеристики</a> <a class="catalog_link" href="#cher">Чертеж</a> <a class="catalog_link" href="#spec">Спецификация материалов</a> <a class="catalog_link" href="#doc">Документация</a> <a class="catalog_link" href="#opis">Описание</a> </div> <a name="har"></a> <h2>Технические характеристики</h2> <p>Кран шаровой приварной 50.40 представляет собой запорное устройство с полным проходом шара. Корпус изделия ‒ цельносварной.</p> <div class="scroll"> <table> <thead> <tr> <th width="10%">DN</th> <th>G</th> <th>L</th> <th>d</th> <th>H</th> <th>H<sub>1</sub></th> <th>Масса, кг</th> </tr> </thead> <tbody> <tr> <td>50</td> <td>48</td> <td>49</td> <td>270</td> <td>144</td> <td>44</td> <td>2,98</td> </tr> </tbody> </table> </div> <table> <tbody><tr> <td> ✅Условный диаметр (Ду): </td> <td> 50 мм </td> </tr> <tr> <td> ✅Рабочее давление (Ру): </td> <td> 40 кгс/см² (4,0 МПа) </td> </tr> <tr> <td> ✅Длина: </td> <td> 270 мм </td> </tr> <tr> <td> ✅Масса: </td> <td> 2,98 кг </td> </tr> <tr> <td> ✅Материал корпуса: </td> <td> сталь </td> </tr> <tr> <td> ✅Управление: </td> <td> ручное </td> </tr> <tr> <td> ✅Проход шара: </td> <td> полнопроходной </td> </tr> <tr> <td> ✅Температура рабочих потоков: </td> <td> от -60 до +200 °C </td> </tr> <tr> <td> ✅Класс герметичности затвора: </td> <td> по ГОСТ 9544-2005 А </td> </tr> <tr> <td> ✅Количество рабочих циклов «открыто-закрыто»: </td> <td> 10000 </td> </tr> <tr> <td> ✅Полный средний срок службы: </td> <td> 10 лет </td> </tr> <tr> <td> ✅ Направление подачи рабочего тела: </td> <td> любое </td> </tr> <tr> <td> ✅Производство: </td> <td> УЗТА </td> </tr> </tbody></table> <a name="cher"></a> <h3>Чертеж крана</h3> <img src="/privar.jpg" width="60%"> <a name="spec"></a> <h3>Спецификация материалов</h3> <div class="scroll"> <table> <thead> <tr> <th>№</th> <th>Наименование</th> <th>Коррозионностойкое исполнение</th> <th>Углеродистое исполнение</th> <th>Хладостойкое исполнение</th> </tr> </thead> <tbody> <tr> <td>1</td> <td>Патрубок</td> <td colspan="1" rowspan="5">Сталь 12Х18Н10Т</td> <td colspan="1" rowspan="5">Сталь 20</td> <td colspan="1" rowspan="5">Сталь 09Г2С</td> </tr> <tr> <td>2</td> <td>Корпус</td> </tr> <tr> <td>3</td> <td>Горловина</td> </tr> <tr> <td>4</td> <td>Шпиндель</td> </tr> <tr> <td>5</td> <td>Гайка</td> </tr> <tr> <td>6</td> <td>Шар</td> <td colspan="3" align="center">Сталь 12Х18Н10Т</td> </tr> <tr> <td>7</td> <td>Седло</td> <td colspan="3" rowspan="2" align="center">Фторопласт Ф4</td> </tr> <tr> <td>8</td> <td>Кольцо</td> </tr> <tr> <td>9</td> <td>Втулка</td> <td colspan="3" rowspan="2" align="center">Сталь 20</td> </tr> <tr> <td>10</td> <td>Рукоятка</td> </tr> </tbody> </table> </div> <a name="doc"></a> <h3>Документация</h3> <div class="container"> <div class="row"> <div class="col col-12 col-md-6 col-lg-4 col-xl-3"> <a data-fancybox="cert" href="/upload/iblock/d78/d78604ffab82287788398625a26b1e48.jpg" class="cert__item"> <p class="cert__item-header">Декларация соответствия</p> <div class="text-center"> <img class="js-lazyload loaded" data-src="/upload/iblock/7bf/7bfcf16f1edc6d211a3fe9057cce9307.jpg" alt="Декларация соответствия" title="Декларация соответствия" style="opacity: 1; max-width: 100%;" src="/upload/iblock/7bf/7bfcf16f1edc6d211a3fe9057cce9307.jpg"> </div> </a> </div> <div class="col col-12 col-md-6 col-lg-4 col-xl-3"> <a data-fancybox="cert" href="/upload/iblock/64b/64ba1253fba2600a26fd1e7aaccc9706.jpg" class="cert__item"> <p class="cert__item-header">Декларация соответствия</p> <div class="text-center"> <img class="js-lazyload loaded" data-src="/upload/iblock/274/274fe9e120e0c220a8c98dd5a3759869.jpg" alt="Декларация соответствия" title="Декларация соответствия" style="opacity: 1; max-width: 100%;" src="/upload/iblock/274/274fe9e120e0c220a8c98dd5a3759869.jpg"> </div> </a> </div> <div class="col col-12 col-md-6 col-lg-4 col-xl-3"> <a data-fancybox="cert" href="/upload/iblock/4ab/4abf0384fe2721fcd20c7790204b7a16.jpg" class="cert__item"> <p class="cert__item-header">Сертификат соответствия</p> <div class="text-center"> <img class="js-lazyload loaded" data-src="/upload/iblock/e37/e377b31b11b2ede2fca5284ef79faf39.jpg" alt="Сертификат соответствия" title="Сертификат соответствия" style="opacity: 1; max-width: 100%;" src="/upload/iblock/e37/e377b31b11b2ede2fca5284ef79faf39.jpg"> </div> </a> </div> </div> </div> <a name="opis"></a> <h3>Описание</h3> <p>Шаровой кран – это род трубопроводных кранов с элементом для регулирования или запора рабочей среды. По типу соединения стальные изделия существуют:</p> <ul> <li>приварные;</li> <li>фланцевые;</li> <li>муфтовые;</li> <li>составные.</li> </ul> <p>Предмет регулирования новой запорной арматуры – это шар со сквозным отверстием, какой пускает или запирает: воду, природный газ, пар, нефть, сжатый воздух.</p> <p>Конструкция приварного крана включает в себя из:</p> <ul> <li>Шарообразного заслона – это ходовая деталь в виде шара со сквозным отверстием, через который проходит рабочее вещество.</li> <li>Металлический корпус.</li> <li>Винт для зажима.</li> <li>Настроечная гайка.</li> <li>Резиновый уплотнитель для поддержания непроницаемости присоединения.</li> <li>Тарельчатая пружина.</li> <li>Рукоятка для управления шарового затвора.</li> <li>Тефлоновые уплотнительные седла.</li> </ul> <p>Шаровой кран приварного вида используется в газопроводах, которые располагаются под грунтом или в окружении воды, где невозможны утечки среды. Выполнение правил возведения и обслуживания – это гарантия герметичности трубопроводов в тепловых и насосных подстанциях.</p> <p>Приварной кран эксплуатируется в:</p> <ul> <li>жилых зданиях;</li> <li>учреждениях в сфере ЖКХ;</li> <li>многих отраслях промышленности;</li> <li>нефтепроводах, по которым доставляют агрессивные среды.</li> </ul> <p>Преимущества продукции:</p> <ul> <li>Чрезвычайно удобная структура.</li> <li>Безопасность и срок службы запорной арматуры.</li> <li>Функция быстрого закрытия рабочей среды.</li> <li>Относительно небольшая масса.</li> <li>Нет предписаний к необходимому обслуживанию.</li> <li>Поддержка герметичности рабочего потока.</li> <li>Простой монтаж и минимальное обслуживание устройств.</li> <li>Неуязвимость к коррозии.</li> <li>Долгий период эксплуатации до 25 лет.</li> </ul> <p>Некоторый из немногих недостатков – это невозможность использования продукции при температуре более +2000С</p> <p>Шаровой кран – это современная запирающая арматура, обеспечивающая непроницаемое перемещение агрессивных сред, нефти, газа, пара и сжатого воздуха по трубе.</p> [TYPE] => HTML ) [PROPERTY_VALUE_ID] => 1433:28 [DESCRIPTION] => [~VALUE] => Array ( [TEXT] =>Технические характеристики
Кран шаровой приварной 50.40 представляет собой запорное устройство с полным проходом шара. Корпус изделия ‒ цельносварной.
| DN | G | L | d | H | H1 | Масса, кг |
|---|---|---|---|---|---|---|
| 50 | 48 | 49 | 270 | 144 | 44 | 2,98 |
| ✅Условный диаметр (Ду): | 50 мм |
| ✅Рабочее давление (Ру): | 40 кгс/см² (4,0 МПа) |
| ✅Длина: | 270 мм |
| ✅Масса: | 2,98 кг |
| ✅Материал корпуса: | сталь |
| ✅Управление: | ручное |
| ✅Проход шара: | полнопроходной |
| ✅Температура рабочих потоков: | от -60 до +200 °C |
| ✅Класс герметичности затвора: | по ГОСТ 9544-2005 А |
| ✅Количество рабочих циклов «открыто-закрыто»: | 10000 |
| ✅Полный средний срок службы: | 10 лет |
| ✅ Направление подачи рабочего тела: | любое |
| ✅Производство: | УЗТА |
Чертеж крана
Спецификация материалов
| № | Наименование | Коррозионностойкое исполнение | Углеродистое исполнение | Хладостойкое исполнение |
|---|---|---|---|---|
| 1 | Патрубок | Сталь 12Х18Н10Т | Сталь 20 | Сталь 09Г2С |
| 2 | Корпус | |||
| 3 | Горловина | |||
| 4 | Шпиндель | |||
| 5 | Гайка | |||
| 6 | Шар | Сталь 12Х18Н10Т | ||
| 7 | Седло | Фторопласт Ф4 | ||
| 8 | Кольцо | |||
| 9 | Втулка | Сталь 20 | ||
| 10 | Рукоятка | |||
Документация
Описание
Шаровой кран – это род трубопроводных кранов с элементом для регулирования или запора рабочей среды. По типу соединения стальные изделия существуют:
- приварные;
- фланцевые;
- муфтовые;
- составные.
Предмет регулирования новой запорной арматуры – это шар со сквозным отверстием, какой пускает или запирает: воду, природный газ, пар, нефть, сжатый воздух.
Конструкция приварного крана включает в себя из:
- Шарообразного заслона – это ходовая деталь в виде шара со сквозным отверстием, через который проходит рабочее вещество.
- Металлический корпус.
- Винт для зажима.
- Настроечная гайка.
- Резиновый уплотнитель для поддержания непроницаемости присоединения.
- Тарельчатая пружина.
- Рукоятка для управления шарового затвора.
- Тефлоновые уплотнительные седла.
Шаровой кран приварного вида используется в газопроводах, которые располагаются под грунтом или в окружении воды, где невозможны утечки среды. Выполнение правил возведения и обслуживания – это гарантия герметичности трубопроводов в тепловых и насосных подстанциях.
Приварной кран эксплуатируется в:
- жилых зданиях;
- учреждениях в сфере ЖКХ;
- многих отраслях промышленности;
- нефтепроводах, по которым доставляют агрессивные среды.
Преимущества продукции:
- Чрезвычайно удобная структура.
- Безопасность и срок службы запорной арматуры.
- Функция быстрого закрытия рабочей среды.
- Относительно небольшая масса.
- Нет предписаний к необходимому обслуживанию.
- Поддержка герметичности рабочего потока.
- Простой монтаж и минимальное обслуживание устройств.
- Неуязвимость к коррозии.
- Долгий период эксплуатации до 25 лет.
Некоторый из немногих недостатков – это невозможность использования продукции при температуре более +2000С
Шаровой кран – это современная запирающая арматура, обеспечивающая непроницаемое перемещение агрессивных сред, нефти, газа, пара и сжатого воздуха по трубе.
[TYPE] => HTML ) [~DESCRIPTION] => ) [TEXT_rostov] => Array ( [ID] => 29 [IBLOCK_ID] => 2 [NAME] => Текст для Ростова [ACTIVE] => Y [SORT] => 500 [CODE] => TEXT_rostov [DEFAULT_VALUE] => Array ( [TEXT] => [TYPE] => HTML ) [PROPERTY_TYPE] => S [ROW_COUNT] => 1 [COL_COUNT] => 30 [LIST_TYPE] => L [MULTIPLE] => N [XML_ID] => [FILE_TYPE] => [MULTIPLE_CNT] => 5 [LINK_IBLOCK_ID] => 0 [WITH_DESCRIPTION] => N [SEARCHABLE] => N [FILTRABLE] => N [IS_REQUIRED] => N [VERSION] => 2 [USER_TYPE] => HTML [USER_TYPE_SETTINGS] => Array ( [height] => 200 ) [HINT] => [~NAME] => Текст для Ростова [~DEFAULT_VALUE] => Array ( [TEXT] => [TYPE] => HTML ) [VALUE_ENUM] => [VALUE_XML_ID] => [VALUE_SORT] => [VALUE] => Array ( [TEXT] => <div class="catalog_link--wrapper"> <a class="catalog_link" href="#har">Технические характеристики</a> <a class="catalog_link" href="#cher">Чертеж</a> <a class="catalog_link" href="#spec">Спецификация материалов</a> <a class="catalog_link" href="#doc">Документация</a> <a class="catalog_link" href="#opis">Описание</a> </div> <a name="har"></a> <h2>Технические характеристики</h2> <p>Кран шаровой приварной 50.40 представляет собой запорное устройство с полным проходом шара. Корпус изделия ‒ цельносварной.</p> <div class="scroll"> <table> <thead> <tr> <th width="10%">DN</th> <th>G</th> <th>L</th> <th>d</th> <th>H</th> <th>H<sub>1</sub></th> <th>Масса, кг</th> </tr> </thead> <tbody> <tr> <td>50</td> <td>48</td> <td>49</td> <td>270</td> <td>144</td> <td>44</td> <td>2,98</td> </tr> </tbody> </table> </div> <table> <tbody><tr> <td> ✅Условный диаметр (Ду): </td> <td> 50 мм </td> </tr> <tr> <td> ✅Рабочее давление (Ру): </td> <td> 40 кгс/см² (4,0 МПа) </td> </tr> <tr> <td> ✅Длина: </td> <td> 270 мм </td> </tr> <tr> <td> ✅Масса: </td> <td> 2,98 кг </td> </tr> <tr> <td> ✅Материал корпуса: </td> <td> сталь </td> </tr> <tr> <td> ✅Управление: </td> <td> ручное </td> </tr> <tr> <td> ✅Проход шара: </td> <td> полнопроходной </td> </tr> <tr> <td> ✅Температура рабочих потоков: </td> <td> от -60 до +200 °C </td> </tr> <tr> <td> ✅Класс герметичности затвора: </td> <td> по ГОСТ 9544-2005 А </td> </tr> <tr> <td> ✅Количество рабочих циклов «открыто-закрыто»: </td> <td> 10000 </td> </tr> <tr> <td> ✅Полный средний срок службы: </td> <td> 10 лет </td> </tr> <tr> <td> ✅ Направление подачи рабочего тела: </td> <td> любое </td> </tr> <tr> <td> ✅Производство: </td> <td> УЗТА </td> </tr> </tbody></table> <a name="cher"></a> <h3>Чертеж крана</h3> <img src="/privar.jpg" width="60%"> <a name="spec"></a> <h3>Спецификация материалов</h3> <div class="scroll"> <table> <thead> <tr> <th>№</th> <th>Наименование</th> <th>Коррозионностойкое исполнение</th> <th>Углеродистое исполнение</th> <th>Хладостойкое исполнение</th> </tr> </thead> <tbody> <tr> <td>1</td> <td>Патрубок</td> <td colspan="1" rowspan="5">Сталь 12Х18Н10Т</td> <td colspan="1" rowspan="5">Сталь 20</td> <td colspan="1" rowspan="5">Сталь 09Г2С</td> </tr> <tr> <td>2</td> <td>Корпус</td> </tr> <tr> <td>3</td> <td>Горловина</td> </tr> <tr> <td>4</td> <td>Шпиндель</td> </tr> <tr> <td>5</td> <td>Гайка</td> </tr> <tr> <td>6</td> <td>Шар</td> <td colspan="3" align="center">Сталь 12Х18Н10Т</td> </tr> <tr> <td>7</td> <td>Седло</td> <td colspan="3" rowspan="2" align="center">Фторопласт Ф4</td> </tr> <tr> <td>8</td> <td>Кольцо</td> </tr> <tr> <td>9</td> <td>Втулка</td> <td colspan="3" rowspan="2" align="center">Сталь 20</td> </tr> <tr> <td>10</td> <td>Рукоятка</td> </tr> </tbody> </table> </div> <a name="doc"></a> <h3>Документация</h3> <div class="container"> <div class="row"> <div class="col col-12 col-md-6 col-lg-4 col-xl-3"> <a data-fancybox="cert" href="/upload/iblock/d78/d78604ffab82287788398625a26b1e48.jpg" class="cert__item"> <p class="cert__item-header">Декларация соответствия</p> <div class="text-center"> <img class="js-lazyload loaded" data-src="/upload/iblock/7bf/7bfcf16f1edc6d211a3fe9057cce9307.jpg" alt="Декларация соответствия" title="Декларация соответствия" style="opacity: 1; max-width: 100%;" src="/upload/iblock/7bf/7bfcf16f1edc6d211a3fe9057cce9307.jpg"> </div> </a> </div> <div class="col col-12 col-md-6 col-lg-4 col-xl-3"> <a data-fancybox="cert" href="/upload/iblock/64b/64ba1253fba2600a26fd1e7aaccc9706.jpg" class="cert__item"> <p class="cert__item-header">Декларация соответствия</p> <div class="text-center"> <img class="js-lazyload loaded" data-src="/upload/iblock/274/274fe9e120e0c220a8c98dd5a3759869.jpg" alt="Декларация соответствия" title="Декларация соответствия" style="opacity: 1; max-width: 100%;" src="/upload/iblock/274/274fe9e120e0c220a8c98dd5a3759869.jpg"> </div> </a> </div> <div class="col col-12 col-md-6 col-lg-4 col-xl-3"> <a data-fancybox="cert" href="/upload/iblock/4ab/4abf0384fe2721fcd20c7790204b7a16.jpg" class="cert__item"> <p class="cert__item-header">Сертификат соответствия</p> <div class="text-center"> <img class="js-lazyload loaded" data-src="/upload/iblock/e37/e377b31b11b2ede2fca5284ef79faf39.jpg" alt="Сертификат соответствия" title="Сертификат соответствия" style="opacity: 1; max-width: 100%;" src="/upload/iblock/e37/e377b31b11b2ede2fca5284ef79faf39.jpg"> </div> </a> </div> </div> </div> <a name="opis"></a> <h2>Описание</h2> <p>Шаровые приварные краны Ду50 Ру40 – это соответствующая стопорная арматура, каковая монтируется в трубопровод сварным методом.</p> <p>Продукция по виду бывают полнопроходными и стандартнопроходными. В одном случае диаметр отверстия в шаре подобает поперечнику магистрали, во втором – длина сквозного отверстия на 1 типоразмер менее трубного. Стандартнопроходные краны применяют лишь в трубах, где меньшая потеря давления не критичная.</p> <p>Конструкция шаровых приварных кранов:</p> <ul> <li>Сферический клапан – это ходовая деталь в виде шара со сквозным отверстием, которая корректирует напор доставляемых субстанций.</li> <li>Монолитный корпус из нержавеющей стали.</li> <li>Монтажный винт.</li> <li>Гайка регулирующая.</li> <li>Прокладка каучуковый для увеличения герметичности конструкции.</li> <li>Тарельчатая пружина.</li> <li>Ручка для настройки давления.</li> </ul> <p>Шаровые краны под приварку лишены резьбы, так как она считается слабым звеном при применении трубы для прокачки активных веществ.</p> <p>Продукция используют в коммунальных хозяйствах, отдельных индустриях производства, трубопроводах, частных домах.</p> <p>Преимущества приварных кранов:</p> <ul> <li>Простая конструкция.</li> <li>Прочная и износоустойчивая конструкция.</li> <li>Можно быстро приостановить струю рабочей жидкости.</li> <li>Относительно малая вес.</li> <li>Применяется качественная коррозионностойкая сталь.</li> <li>Гарантированная герметичность рабочего потока.</li> <li>Простой соединение арматуры.</li> <li>Выносливость к ржавчине.</li> <li>Срок обслуживания не менее 25 лет.</li> </ul> [TYPE] => HTML ) [PROPERTY_VALUE_ID] => 1433:29 [DESCRIPTION] => [~VALUE] => Array ( [TEXT] =>Технические характеристики
Кран шаровой приварной 50.40 представляет собой запорное устройство с полным проходом шара. Корпус изделия ‒ цельносварной.
| DN | G | L | d | H | H1 | Масса, кг |
|---|---|---|---|---|---|---|
| 50 | 48 | 49 | 270 | 144 | 44 | 2,98 |
| ✅Условный диаметр (Ду): | 50 мм |
| ✅Рабочее давление (Ру): | 40 кгс/см² (4,0 МПа) |
| ✅Длина: | 270 мм |
| ✅Масса: | 2,98 кг |
| ✅Материал корпуса: | сталь |
| ✅Управление: | ручное |
| ✅Проход шара: | полнопроходной |
| ✅Температура рабочих потоков: | от -60 до +200 °C |
| ✅Класс герметичности затвора: | по ГОСТ 9544-2005 А |
| ✅Количество рабочих циклов «открыто-закрыто»: | 10000 |
| ✅Полный средний срок службы: | 10 лет |
| ✅ Направление подачи рабочего тела: | любое |
| ✅Производство: | УЗТА |
Чертеж крана
Спецификация материалов
| № | Наименование | Коррозионностойкое исполнение | Углеродистое исполнение | Хладостойкое исполнение |
|---|---|---|---|---|
| 1 | Патрубок | Сталь 12Х18Н10Т | Сталь 20 | Сталь 09Г2С |
| 2 | Корпус | |||
| 3 | Горловина | |||
| 4 | Шпиндель | |||
| 5 | Гайка | |||
| 6 | Шар | Сталь 12Х18Н10Т | ||
| 7 | Седло | Фторопласт Ф4 | ||
| 8 | Кольцо | |||
| 9 | Втулка | Сталь 20 | ||
| 10 | Рукоятка | |||
Документация
Описание
Шаровые приварные краны Ду50 Ру40 – это соответствующая стопорная арматура, каковая монтируется в трубопровод сварным методом.
Продукция по виду бывают полнопроходными и стандартнопроходными. В одном случае диаметр отверстия в шаре подобает поперечнику магистрали, во втором – длина сквозного отверстия на 1 типоразмер менее трубного. Стандартнопроходные краны применяют лишь в трубах, где меньшая потеря давления не критичная.
Конструкция шаровых приварных кранов:
- Сферический клапан – это ходовая деталь в виде шара со сквозным отверстием, которая корректирует напор доставляемых субстанций.
- Монолитный корпус из нержавеющей стали.
- Монтажный винт.
- Гайка регулирующая.
- Прокладка каучуковый для увеличения герметичности конструкции.
- Тарельчатая пружина.
- Ручка для настройки давления.
Шаровые краны под приварку лишены резьбы, так как она считается слабым звеном при применении трубы для прокачки активных веществ.
Продукция используют в коммунальных хозяйствах, отдельных индустриях производства, трубопроводах, частных домах.
Преимущества приварных кранов:
- Простая конструкция.
- Прочная и износоустойчивая конструкция.
- Можно быстро приостановить струю рабочей жидкости.
- Относительно малая вес.
- Применяется качественная коррозионностойкая сталь.
- Гарантированная герметичность рабочего потока.
- Простой соединение арматуры.
- Выносливость к ржавчине.
- Срок обслуживания не менее 25 лет.
Доставка и оплата
-
Транспортной копанией
Поставляем армаутуру по всей России, в Казахстан,
Украину, Белоруссию. Доставка до транспортной
компании бесплатная. -
Самовызов
Самовывоз осуществляется в рабочее время
со склада компании г. Челябинск, ул. Рылеева, 20.
- Отправьте заявку любым удобным для Вас способом
- Если оставили заявку по телефону, сообщите
свой адрес электронной почты менеджеру - Согласуйте заказ с менеджером
- На указанную почту мы вышлем счет на оплату
- Оплатите счет. Предоставляем
отсрочку / рассрочку платежа
С этим товаром покупают


Оставьте заявку на запрос счета и сроков поставки
Обработаем заявку и ответим в течение 1 часа
Заказать звонок
Обработаем заявку и ответим в течение 1 часа
Выберите город
Оставьте заявку на запрос счета и сроков поставки
Обработаем заявку и ответим в течение 1 часа